LinkedData")
 0510-8521 1230
0510-8521 1230
Let's begin by talking about our automation stack because I believe it’s absolutely critical. This automation stack is closely tied to what we call the "ultimate goal" that every company strives to achieve. MES (Manufacturing Execution System) sits within this stack, as well as SCADA (Supervisory Control and Data Acquisition) and the combined PLC (Programmable Logic Controller) and HMI (Human-Machine Interface) systems. Our automation stack uses a five-layer architecture, whereas the traditional architecture has six layers, where PLC and HMI are separate. In our setup, these two layers are already integrated. Whether your company operates in Industry 3.0 or Industry 4.0, the enterprise architecture follows this stack.
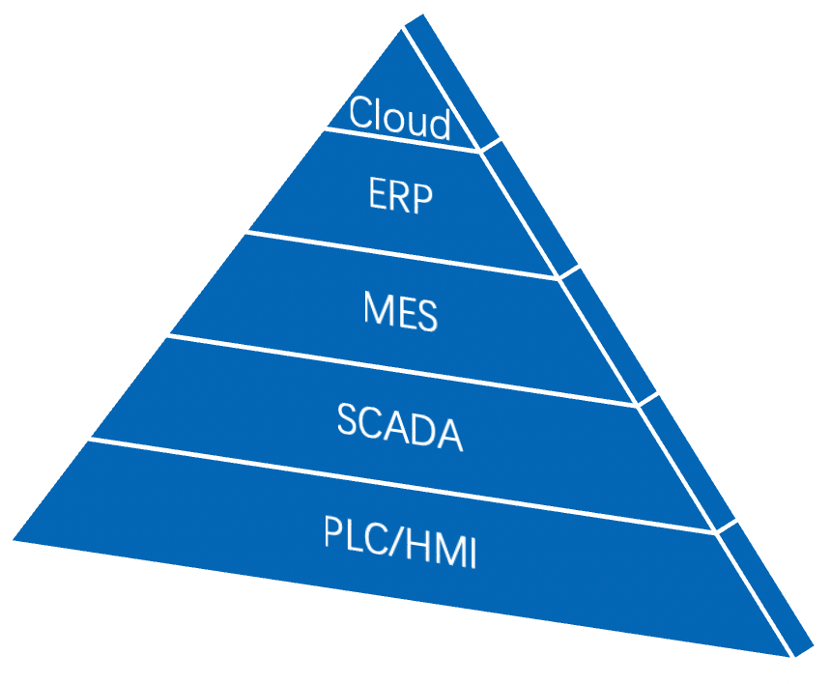
At each layer, data is generated, but it’s often not well integrated or unified. In a traditional setup, PLC operates at the edge, handling all automation processes to ensure worker safety and equipment stability. The HMI enables us to control the automated environment. SCADA allows us to monitor and alarm the entire plant's operations in real-time from the control room. The MES is the core that converts orders from the ERP into shop floor production instructions, and it's also where OEE (Overall Equipment Effectiveness) comes into play. The cloud layer is where data is stored, reports are generated, and post-operation data analysis happens, helping us learn from our operations.
Almost every company has PLCs and HMIs, and ERP systems are indispensable. You may also have a SCADA system, which displays alarms centrally, not just on the machines. While MES software layers and cloud-based analytics aren’t yet widespread, almost all companies aim to reach this “ultimate goal.” However, calculating OEE (Overall Equipment Effectiveness) is essential, regardless of whether you have an MES system. This is non-negotiable.
OEE is expressed as a percentage between 0% and 100%. It has two main metrics: Total Equipment Effectiveness (TE) and OEE. TE is calculated based on 24/7 planned time. For example, if my machine can produce one part per minute, theoretically, I can make 1,440 parts in a day. If my TE is 90%, it means I produced 1,296 parts in a day. In reality, though, few companies operate at 90% TE.
OEE, on the other hand, considers actual planned time, not 24/7 operations. In real production environments, there are safety meetings, shift changes, product changeovers, and other events, which OEE accounts for, along with rate fluctuations. TE is based on theoretical rates, but OEE is calculated considering actual planned time and rate variations. These numbers are vital for machine learning and AI-driven decisions that help businesses optimize their shop floor operations, including when to produce, when to stop, and when to perform maintenance.
跟蹤")
OEE consists of three components: Availability, Quality, and Performance. Each of these components is expressed as a percentage between 0% and 100%.
- Availability refers to the actual uptime of the machine during planned production time, factoring in downtime such as machine breakdowns. It tells us how much time the machine was not running during its scheduled production period due to issues like maintenance.
- Quality refers to the proportion of good parts produced compared to total parts, highlighting the amount of scrap or defective products.
- Performance compares actual production output with planned output, accounting for both good and bad parts. It factors in downtime events within planned production.
In the end, we get three percentages: Availability, Quality, and Performance. Multiplying these gives us the OEE number, say 50%. Calculating OEE is critical for two main reasons: first, to understand the actual efficiency of your equipment, and second, to provide essential data for machine learning and AI. These systems use OEE data to provide improvement recommendations, optimizing production speed, maintenance schedules, and quality inspection plans.
AI can also help identify the best-performing operators, the most efficient shifts, the highest-quality suppliers, and the best-performing machines. With this data, we can decide whether to invest in additional equipment to improve OEE and achieve higher profits.
You may already be calculating these figures, but without real-time data collection and seamless integration, you don’t have the complete picture. Calculating OEE is key to achieving fully closed-loop business integration.

In fact, just this week, we had a meeting with a potential client who discussed capturing OEE and delivering quick value as part of their digital transformation. During the meeting, the client repeatedly expressed that they weren’t particularly concerned with the OEE data and were more focused on other aspects. This article is, in part, a response to that meeting.
Interestingly, these clients are very smart. They understand the concepts we’ve been conveying over the years and aren’t the type who think they know it all or don’t need long-term optimization. They have a long-term vision and are taking the right steps. But they said they didn’t care about this number. This made me realize that we must make it clear that this number is not optional. Real-time calculation and accurate delivery of OEE data are necessary. That is why we must calculate OEE.

Start Now! Improve Order Delivery Efficiency Immediately!
Contact us and explore order delivery efficiency improvement with LinkedData digital transformation experts.
Request a Demo-
ProductsMOM Manufacturing Execution System (MES) Warehouse Management System (WMS) AGV Control and Dispatch System IOT Equipment Data Collection LPS
- SCP Customer Planning Production Planning Supplier Relationship Management Services
-
ProductsMOM LPS SCP Services
-
PlatformLinkedData Smart Factory Platform LinkedData Smart Factory Base
-
SolutionsAutomotive components
-
Resource CenterCases Research
-
About USLinkedData News LinkedData Introduction Join LinkedData
-
Contact UsLinkedData Technology0510-8521-1230189-6171-6236Company Email:info@bozecps.com
Company Address:Suite 601, Twin Towers B, Software Park, 18-17 Zhenze Road, Xinwu District, Wuxi, Jiangsu Province
-
About USLinkedData News LinkedData Introduction Join LinkedData